パンチング加工とレーザー加工の違いは?用途別の選び方を解説
パンチング加工とレーザー加工、どちらを選べばいい?
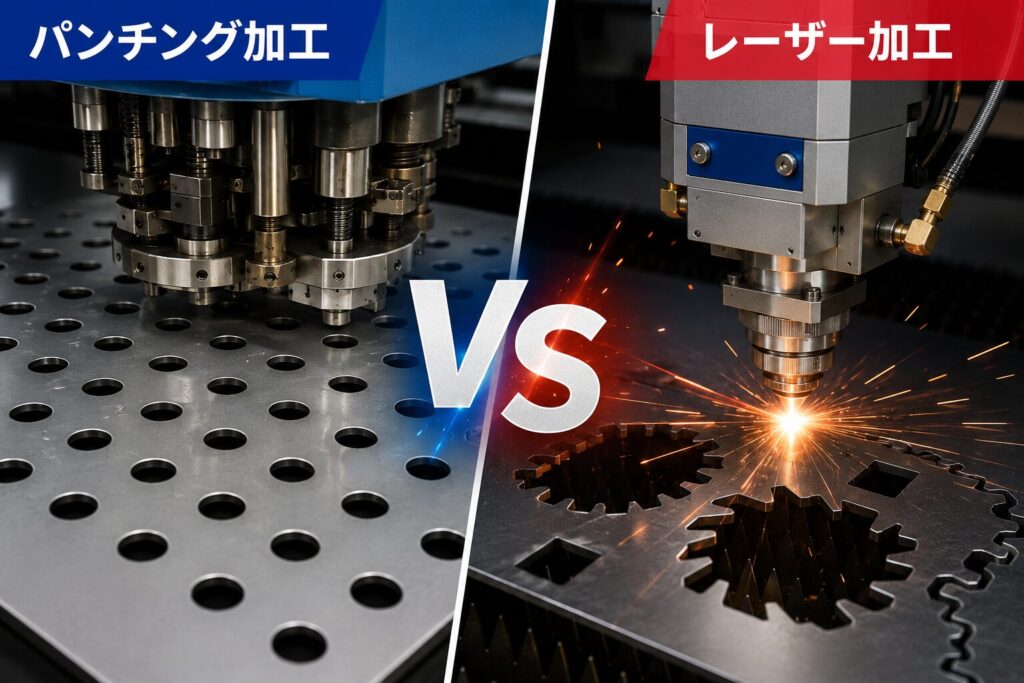
金属板に穴をあける加工方法として、よく比較されるのが「パンチング加工」と「レーザー加工」です。
どちらも金属板を加工できますが、得意な用途や仕上がりの特性がまったく異なります。
「どちらに頼むべきか?」と迷っている設計や調達担当者の方に向けて、それぞれのメリット・デメリットをわかりやすく解説します。
パンチング加工とは?
パンチング加工とは、金型(パンチ)を金属板に打ち込んで穴をあける加工方法です。
タレットパンチプレス(タレパン)は、タレットと呼ばれる回転式のホルダーに複数の金型をセットしておき、NCプログラムに従って自動で金型を切り替えながら加工します。丸穴・角穴・長穴など、さまざまな形状の穴を連続して高速で加工できるのが特徴です。
当社では、タレットパンチプレス(タレパン)に加え、パンチング加工に特化したパンチング専用のプレス機も保有しています。大量の穴あけ加工において、さらに高い生産性と精度を実現できる体制を整えています。
レーザー加工とは?
レーザー加工は、レーザー光を金属板に当てて材料を溶かし、切断や穴あけを行う加工方法です。
金型を必要とせず、プログラムデータをもとに自由な形状に切断・穴あけができます。複雑な外形加工や厚板の切断が得意で、金型費用がかからないため試作品や少量生産にも向いています。
パンチング加工のメリット・デメリット
メリット
①加工スピードがはやい
金型で一瞬にして穴をあけるため、同じ穴を大量にあける場合のスピードが圧倒的に有利です。穴が無数に並ぶパンチングメタルの製造に最適です。
②金型があれば低コスト
汎用金型を使い回せるため、大量生産時の加工単価を大幅に抑えられます。レーザー加工に比べてランニングコストが低いのが強みです。
③大量穴あけが得意
フィルター板・通気パネル・建築用メッシュパネルなど、穴が規則正しく並ぶ製品はパンチング加工の得意分野です。丸穴・角穴・長穴・千鳥配列など豊富なパターンに対応しています。
デメリット
・打抜加工のため、ダレやバリが発生します
・複雑な形状の切断は苦手
・保有していない金型は製作が必要なため費用が発生する
レーザー加工のメリット・デメリット
メリット
①複雑な形状に対応できる
金型が不要なため、曲線や複雑な外形形状の切り抜きも自由自在です。専用金型を作る必要がないため初期費用を抑えられ、試作品や少量・多品種の加工にも向いています。
②厚板の加工可能
パンチング加工では対応できないような厚板にも対応出来ます。
③仕上がりがキレイ
レーザー光で材料を溶かして切断するため、ダレやカエリが発生しにくく、見た目がキレイな仕上がりになります。
デメリット
・穴数が多いと加工時間がかかり、コストが上がりやすい
・熱加工のため素材によっては熱影響(変形・変色)が生じる場合がある
・かつてはアルミや銅など反射率の高い素材はレーザー加工が難しいとされていましたが、現在主流のファイバーレーザーでは問題なく加工できるケースがほとんどです。
パンチング加工とレーザー加工の比較表
| 比較項目 | パンチング加工 | レーザー加工 |
|---|---|---|
| 加工の仕組み | 金型で打ち抜く | レーザー光で溶かして切断する |
| 初期費用(金型代) | △ 形状によっては必要 | ◎ 不要 |
| 加工単価(量産時) | ◎ 安価 | △ 高価 |
| 加工スピード(大量穴あけ) | ◎ 高速 | △ 時間がかかる |
| 対応板厚 | 比較的薄板向け | 厚板も対応可 |
| 複雑な外形切断 | △ 苦手 | ◎ 得意 |
| 特殊形状 | △ 金型が必要 | ◎ 金型不要 |
| 仕上がり | ダレ・バリ発生 | ダレなし・バリ少ない |
当社のパンチング加工対応
当社では、パンチングメタルの製造・加工を長年にわたって手がけています。
タレットパンチプレスに加え、パンチング専用機を保有しており、大量穴あけ加工において高い生産性を実現しています。
対応内容
・小ロットから対応可能
・各種材質:鉄・ステンレス(SUS304)・アルミ・銅など
・穴形状:丸穴・角穴・長穴・異形穴など ※金型が製作できるもの
・後加工:切断・曲げ・溶接・表面処理(焼付塗装・アルマイト・メッキ)まで一貫対応
まとめ
パンチング加工とレーザー加工は、どちらが優れているというものではありません。用途・数量・加工形状・素材によって、最適な加工方法は変わります。
「パンチングとレーザー、どちらが向いているかわからない」という段階からでもお気軽にご相談ください。当社では、お客様のご要望に合わせて最適な加工方法をご提案いたします。
お問い合わせはこちら

